Recent News
Sales Representatives
Sun Microstamping is looking to increase our field sales team. We are seeking experienced Sales Representatives that have existing contacts and experience in the following industries; Automotive, OEM Electronics, Medical and Telecommunication. We are interested in hiring Sales Representatives in the following Territories; NY, PA, NJ, TX & New England Area. If you would like to grow your business in partnership with a winning supplier, please contact us.
Mold Technician/ Supervisor
SUMMARY:
The Mold Technician is responsible for the set-up of all production and sample jobs.
ESSENTIAL DUTIES AND RESPONSIBILITIES:
- Set up production jobs and sample jobs according to schedule.
- Maintain all personal and company tools in a safe and working condition.
- Perform dimensional checks of molded parts.
- Assist Process Technician.
- Record all production according to QS 9000 procedures.
- Follow verbal and written instructions.
- Perform job safely and keep work area clean, must wear required personal protective equipment (PPE).
- Work overtime and shift work as required.
- Maintain all manufacturing records and paperwork.
- Maintain manufacturing G.M.P. standards.
- Maintain 100% utilization of personnel on shift.
- Support management and management decisions in a positive manner.
- Advocate a working environment that promotes creative thinking, problem solving, and ingenuity while maintaining a high ethical standard.
- Promote a team environment with a positive attitude.
- Participate in QS 9000 and Continuous Improvement requirements.
- Adhere to all Sun Microstamping Safety Procedures and Accountabilities (Ref. 1.003.005).
- Perform other tasks as required.
QUALIFICATIONS:
To perform this job successfully, an individual must be able to perform each essential duty satisfactorily. The requirements listed below are representative of the knowledge, skill, and/or ability required. Reasonable accommodations may be made to enable individuals with disabilities to perform the essential functions.
EDUCATION and/or EXPERIENCE:
- Three years related manufacturing experience, plastic injection molding industry preferred.
- Forklift certification desired.
- Knowledge of molding processes preferred.
- Understanding of QS 9000 quality systems preferred.
Molding Operator
3rd Shift – Entry level position.
Operate injection molding machines to produce products which conform to the part print. Assure products meet all quality specifications and are made according to the latest procedures and standards to specification. Produce and pack product per production schedules and deadlines.
What’s New at Sun
It already feels like summer down in Florida with temperatures hitting the 80’s and 90’s. We are hoping the improvements we have made at our facility since last summer will keep our facility cooler and running more efficiently this summer. As you have read in previous newsletters, we coated the roof of our building in a white plastic to help reflect the sun and have made upgrades to our AC systems.
This week at our facility in Clearwater we have a very talented photographer in house taking pictures for Sun’s new website and other marketing materials. We are very excited to see his work as he was chosen for his skill of producing quality pictures in our industry.
Last month Sun increased our regular monthly donation to our favorite charity, “Mission Rooted out of Dry Ground.” You have read in previous newsletters about this local charity that helps the less fortunate in our area. A handful of our employees are involved in this charity and go on a Sunday to hand out food , clothes and house hold items to our neighbors in need. In April Sun helped this charity buy Easter baskets for the children. Each child received a beach pail filled with goodies. Their little faces shone with gratitude and excitement!!
Continue reading this newsletter to find out about the improvements and successes in the Molding, Stamping and Marketing Departments so far in 2014!!!
LUBRICATION EFFICIENCY PROVIDES LONGER TOOL LIFE
At Sun Microstamping Technologies, faced with aging lubricant applicators and a light fog in the workplace, vice president of operations Steve McKenzie recently tasked manufacturing manager Mike Erodenko and toolroom manager Mike Brennan with finding a more economical and reliable applicator, and a to reduce the associated costs. Brennan suggested applicators that he had previously utilized, and Erodenko started the project to accomplish this task.
Control—that’s what Erodenko sought when he set out to replace the aging pneumatic mist oilers used to lubricate dies running in the company’s 48 high-speed presses.
“We had several of the old-style oilers,” he says, “and while they were able to spray intermittently, we struggled to make them operate that . So, they stayed on all of the time, flooding our dies with atomized oil that ran all over the tools, presses and onto the floor. The pressroom looked and smelled bad, not to mention how much lubricant was being wasted and the time and costs associated with cleanup.”
A New, Cleaner Day
high-speed progressive stamping
Sun Microstamping specializes in high-speed progressive stamping, supplying the automotive, medical/dental and lithium-battery markets, among others. Shown are door-contact sensors, battery-cell components and electrical connectors for vehicles.
“With the help of our local distributor, Randy Whiteside (Press Masters, Smyrna, GA),” Erodenko says, “we hooked up with Minster to help with the press repairs, and with Pax (Celina, OH) to upgrade our die-lube systems.”
Launching its collaboration with Pax, Erodenko sent the company samples of the die lubes it applies. He sought a recommendation on one lubricant-application setup he could use throughout the shop.
Sun uses three lubricants to cover its array of high-speed progressive-stamping work. While primarily a supplier of electrical components for the automotive industry, recent growth has come via the medical/dental market and in the stamping of components for lithium-battery cells. The lubricants on its shelf:
• A light vanishing oil used for light-gauge parts that the shop “stamps, packs and ships,” Erodenko says;
• A middle-grade slightly heavier lubricant used primarily to stamp silver-plated parts for relays, “which can be a little abrasive to our tooling,” says Erodenko; and
• A heavy 940-SUS viscosity oil for heavy-gauge stamping and for coining.
The Pax solution: An airless spray system (Pax model 2-2 pre-pressurized setup—two distribution pumps, a 2-gal. reservoir and two piston-style spray nozzles on magnetic mounts, that run from shop air at 30 to 125 PSI. The piston nozzles, say Pax officials, are specifically designed for vanishing oils, to prevent dripping, but also can spray thick lubricants. Since launching its new lubrication program, Sun has installed the system on 18 presses.
Changeover a Snap
Pax 2-2 pre-pressurized lubrication system
To avoid flooding its dies with lubricant and reduce lube consumption, Sun installed the Pax 2-2 pre-pressurized lubrication system on 18 of its high-speed presses. Featured is a 2-gal. reservoir and two distribution pumps, with a maximum spray rate of 300 cycles/min.
The system’s design makes reservoir refills and changeover from one lubricant to another a snap. Erodenko explains that with its previous lubrication systems, it had to shut off the presses because the tanks were pressurized with air. “We had to depressurize the tanks, fill them with oil, repressurize and then restart,” he says.
“Now, the new systems have a little reservoir not pressurized with air,” continues Erodenko. “The operators can fill it up with oil while the press runs, so there is no downtime due to low or no oil. The units also are easier to maintain and clean out. To change lubes, there’s a drain plug on the bottom of the reservoir that makes it quick and easy to drain, clean and refill.”
Better Control
“We’re getting much better control of where we’re applying the lubricant,” Erodenko continues, “and use several different nozzle designs based on whether we want a wide spray, pinpoint spray or something in between. While before we were flooding the tools, now we get the lube—without excess—in the right place at the right time.
“Sometimes we don’t need much lubricant at the front half of a die,” Erodenko adds, “while at the forming area you may need more lubricant.”
On some presses, Erodenko wired the system controls into a cam system on the press. In other cases, they’re wired to SmartPac units (on Bruderer presses), “so that we can set them up to spray after so many counts at a certain angle on the press,” he says. On units not wired directly to the press, Erodenko installed optional timers to set the time between sprays.
A benefit to using the timers rather than directly wiring the units to the press controls: “We can easily pick the system up and move it—pumps and nozzles—to a press that we have not yet retrofitted with the Pax system,” Erodenko adds.
Erodenko also notes the improvement in the shop environment—no more smoke or mist in the air. And, the distribution pump is adjustable, “so we can cut down on the amount of oil sprayed each cycle and the rate at which we spray—once every 10 press strokes, 50 strokes or 100 strokes,” he adds.
Custom Lubrication Application
…pays off more than just by reducing consumption and eliminating oil cleanup. “In some cases, it allows us to perform more work in the dies, streamlining process design for stamping complex parts,” Erodenko says. “With more control over lubrication—where and when—we avoid a lot of headaches and redesign time to make something work.”
Lubrication system with a pair of piston-style nozzles
Each lubrication system includes a pair of piston-style nozzles suitable for spraying light vanishing oil as well as heavy-duty oil. Here, spray nozzles, mounted to magnetic bases, apply lubricant directly onto punches from the side of a die installed on a Bruderer 30-ton high-speed press.
Erodenko describes one recent case where his crew relied on the Pax lubrication system to eliminate a pesky slug-pulling problem.
“On one of our particularly challenging tools, used to stamp the lead frame for telecommunications connectors at 300 strokes/min., we had been spraying the oil directly into the tool from the side, our common practice. The tool stamps very thin material (0.007 in.) and features extremely tight tolerances on the punch-die clearance (5 percent). We were pulling slugs and experiencing misfeeds.
“We moved the spray nozzles to the bottom side of the strip,” Erodenko continues, “to only lubricate the bottom of the strip. This prevented oil from saturating the punches and sucking the slugs up out of the die. This job does not run often enough to justify spending a lot of time and money on engineering, so this is a perfect example of how the flexibility and precision of the lube system pays off.” MF
Original Source – www.metalformingmagazine.com
Laser Measuring Device
In 2013 Sun entered into a new market segment the Dental industry. One of the first products we manufactured for the Dental industry was an orthodontic spring clip for a brace bracket. Each tooth has a distinct bracket and clip design resulting in 17 unique clips produced with interchangeable progressive dies. Due to the complexity of this program, the small size of this component and the tight tolerances, it was decided by our design team that we should use a laser measuring device to improve our accuracy in manufacturing this product.
This was uncharted territory for Sun; we had never used a laser measuring device before. This microstamping has a very tight tolerance on the gap of the clip which is a critical dimension. To ensure this dimension is met, Sun’s Engineering department designed, built and programmed a laser measuring device. This was all done in house with the support of our customer design and engineering team.
This Measuring Station checks 100% of the parts inline. The product is fed through the press on a strip or a carrier. The strip then goes from the stamping die through the measuring station, the laser measures each part as it is feed through. Data is gathered on each measurement and is recorded and stored with every lot produced. This laser measuring device is very accurate, it measures within .2 microns. It not only measures the part, it also analyzes the data collected and adjusts the tool accordingly based on this data.
Here is a Breakdown or the Laser Measuring Device 5 main functions;
- Measure the gaps critical dimension
- Records and analyses the data
- Adjust the tool based on the data
- Cuts the good parts off the strip
- Leaves the bad parts on the strip to be scrapped
Lubrication Efficiency Provides Longer Tool Life
At Sun Microstamping Technologies, faced with aging lubricant applicators and a light fog in the workplace, vice president of operations Steve McKenzie recently tasked manufacturing manager Mike Erodenko and toolroom manager Mike Brennan with finding a more economical and reliable applicator, and a way to reduce the associated costs. Brennan suggested applicators that he had previously utilized, and Erodenko started the project to accomplish this task.
Control—that’s what Erodenko sought when he set out to replace the aging pneumatic mist oilers used to lubricate dies running in the company’s 48 high-speed presses.
“We had several of the old-style oilers,” he says, “and while they were able to spray intermittently, we struggled to make them operate that way. So, they stayed on all of the time, flooding our dies with atomized oil that ran all over the tools, presses and onto the floor. The pressroom looked and smelled bad, not to mention how much lubricant was being wasted and the time and costs associated with cleanup.”
A New, Cleaner Day
“With the help of our local distributor, Randy Whiteside (Press Masters, Smyrna, GA),” Erodenko says, “we hooked up with Minster to help with the press repairs, and with Pax (Celina, OH) to upgrade our die-lube systems.”
Launching its collaboration with Pax, Erodenko sent the company samples of the die lubes it applies. He sought a recommendation on one lubricant-application setup he could use throughout the shop.
Sun uses three lubricants to cover its array of high-speed progressive-stamping work. While primarily a supplier of electrical components for the automotive industry, recent growth has come via the medical/dental market and in the stamping of components for lithium-battery cells. The lubricants on its shelf:
- A light vanishing oil used for light-gauge parts that the shop “stamps, packs and ships,” Erodenko says;
- A middle-grade slightly heavier lubricant used primarily to stamp silver-plated parts for relays, “which can be a little abrasive to our tooling,” says Erodenko; and
- A heavy 940-SUS viscosity oil for heavy-gauge stamping and for coining.
The Pax solution: An airless spray system (Pax model 2-2 pre-pressurized setup—two distribution pumps, a 2-gal. reservoir and two piston-style spray nozzles on magnetic mounts, that run from shop air at 30 to 125 PSI. The piston nozzles, say Pax officials, are specifically designed for vanishing oils, to prevent dripping, but also can spray thick lubricants. Since launching its new lubrication program, Sun has installed the system on 18 presses.
Changeover a Snap
The system’s design makes reservoir refills and changeover from one lubricant to another a snap. Erodenko explains that with its previous lubrication systems, it had to shut off the presses because the tanks were pressurized with air. “We had to depressurize the tanks, fill them with oil, repressurize and then restart,” he says.
“Now, the new systems have a little reservoir not pressurized with air,” continues Erodenko. “The operators can fill it up with oil while the press runs, so there is no downtime due to low or no oil. The units also are easier to maintain and clean out. To change lubes, there’s a drain plug on the bottom of the reservoir that makes it quick and easy to drain, clean and refill.”
Better Control
“We’re getting much better control of where we’re applying the lubricant,” Erodenko continues, “and use several different nozzle designs based on whether we want a wide spray, pinpoint spray or something in between. While before we were flooding the tools, now we get the lube—without excess—in the right place at the right time.
“Sometimes we don’t need much lubricant at the front half of a die,” Erodenko adds, “while at the forming area you may need more lubricant.”
On some presses, Erodenko wired the system controls into a cam system on the press. In other cases, they’re wired to SmartPac units (on Bruderer presses), “so that we can set them up to spray after so many counts at a certain angle on the press,” he says. On units not wired directly to the press, Erodenko installed optional timers to set the time between sprays.
A benefit to using the timers rather than directly wiring the units to the press controls: “We can easily pick the system up and move it—pumps and nozzles—to a press that we have not yet retrofitted with the Pax system,” Erodenko adds.
Erodenko also notes the improvement in the shop environment—no more smoke or mist in the air. And, the distribution pump is adjustable, “so we can cut down on the amount of oil sprayed each cycle and the rate at which we spray—once every 10 press strokes, 50 strokes or 100 strokes,” he adds.
Custom Lubrication Application
…pays off more than just by reducing consumption and eliminating oil cleanup. “In some cases, it allows us to perform more work in the dies, streamlining process design for stamping complex parts,” Erodenko says. “With more control over lubrication—where and when—we avoid a lot of headaches and redesign time to make something work.”
Erodenko describes one recent case where his crew relied on the Pax lubrication system to eliminate a pesky slug-pulling problem.
“On one of our particularly challenging tools, used to stamp the lead frame for telecommunications connectors at 300 strokes/min., we had been spraying the oil directly into the tool from the side, our common practice. The tool stamps very thin material (0.007 in.) and features extremely tight tolerances on the punch-die clearance (5 percent). We were pulling slugs and experiencing misfeeds.
“We moved the spray nozzles to the bottom side of the strip,” Erodenko continues, “to only lubricate the bottom of the strip. This prevented oil from saturating the punches and sucking the slugs up out of the die. This job does not run often enough to justify spending a lot of time and money on engineering, so this is a perfect example of how the flexibility and precision of the lube system pays off.” MF
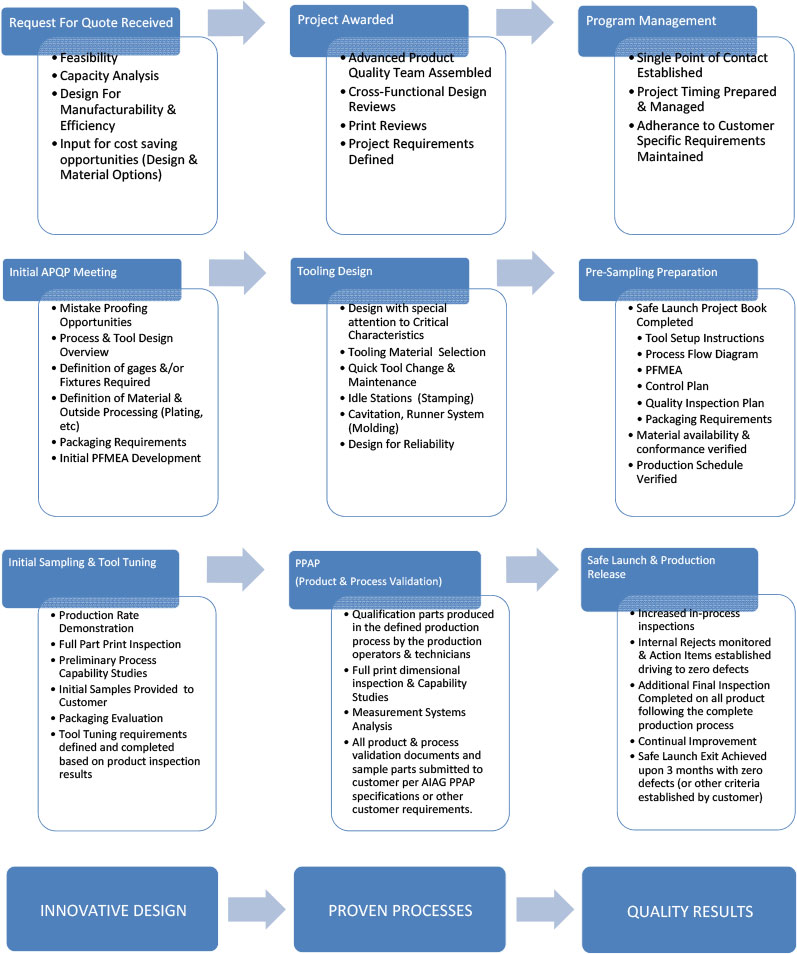
Product Launch Placeholder
How your product goes from conception to production launch a step by step analysis.
Hello world!
Welcome to WordPress. This is your first post. Edit or delete it, then start blogging! Welcome to WordPress. This is your first post. Edit or delete it, then start blogging!



